
Sisal and sisal-cloth disks
Sisal cord for cutlery

Typical Applications:
- sisal cord brushes with medium hard impregnation are also suitable for processing decorated flat sufaces
Pleated sisal-cotton disk
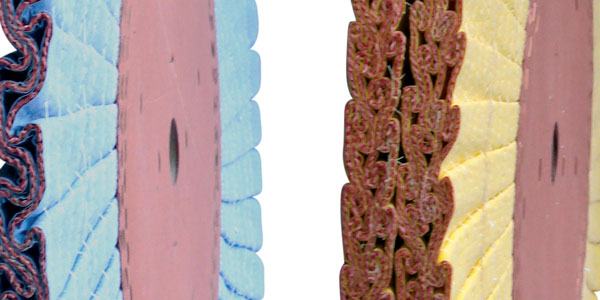
Typical Applications:
- flat part processing typically iron or stainless steel
- aluminium
- household appliance manufacturing
Sisal Cord
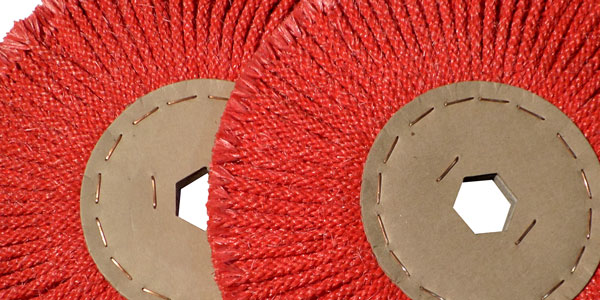
Typical Applications:
- cutlery processing
- polishing of pots and pans
- polishing of steel tubes
- steel surfaces processing
Sisal (Segments Construction)

Typical Applications:
- flat part processing, typically iron or stainless steel
- processing aluminium, non-ferrous metals
- external polishing of pots and pans
- brushing steel tubes
Ondulated Sisal Cotton Disk

Typical Applications:
- cutleryprocessing
- polishing of pots and pans
- polishing of steel tubes
- steel surfaces processing
Pleated Sisal Cloth Disk

Typical Applicatons:
- flat part processing typically iron or stainless steel
- aluminium
- household appliance manufacturing
Ventilated Sisal Cotton Disk

Typical Applications:
- aluminium and non ferrous metals polishing
- hardware buildings
- car parts
- household appliance manufacturing
Compact Sisal Disk

Typical Applications:
- flat part processing, typically iron or stainless steel
- processing aluminium, non ferrous metals
- external polishing of pots and pans
- brushing steel tubes